Immer häufiger erhalten wir im Rahmen von Projektanfragen seitens unserer Kunden die Forderung danach, dass Bauteile oder Systeme bis zur Versagensgrenze ausgelegt werden sollen, bzw. das Verhalten nach bereichsweisem Versagen ermittelt werden soll. Dies ist zum Teil der laufenden Materialforschung sowie der damit einhergehenden fortschreitenden Entwicklung der zur Verfügung stehenden FE-Tools, aber auch der stetig steigenden Hardwareleistungsfähigkeit geschuldet. Diese Punkte gemeinsam ermöglichen eine immer detailliertere Problemabbildung, sie erfordern aber auch eine immer detailliertere Problembeschreibung. Im Rahmen der kommenden sechs Beiträge möchten wir daher diese Thematik etwas eingehender beleuchten und Ihnen, d.h. unserem Kundenkreis, die damit zusammenhängenden Möglichkeiten und Herausforderungen näherbringen.
Aufgrund der gegebenen Komplexität kann das Thema Versagen nicht vollumfänglich behandelt werden. Unser Bestreben ist es daher, mit dieser Serie einige Grundlagen bezüglich der gewählten Thematik zu vermitteln. Sollten Sie darüber hinaus Fragen, Anmerkungen oder Wünsche haben, laden wir Sie herzlich dazu ein, mit uns in Kontakt zu treten.
Da die derzeit zur Verfügung stehenden Abbildungsmöglichkeiten für Materialversagen sehr vielfältig sind, möchten wir in den nächsten Beiträgen auf einige gängige Verfahren und deren Eigenheiten eingehen. Das Hauptaugenmerk wird hierbei auf der phänomenologischen Betrachtung des Materialversagens und nicht auf mikro-, bzw. bruchmechanischen Ansätzen liegen. Betrachtet werden darüber hinaus nur metallische Werkstoffe und nur die Ansätze, die mit gängigen expliziten Solvern, in diesem Fall also LS-DYNA, RADIOSS, PamCrash und Abaqus abbildbar sind.
Anhand von Abb. 1 ergeben sich die technischen Werte ganz simpel mit Bezug auf die Ausgangswerte.
Diese Größen sind einfach zu messen sowie einfach auszuwerten, vernachlässigen aber die Querkontraktion und liefern nur eine globale Aussage bezogen auf das Verhältnis von Probenmesslänge zu Probendurchmesser. Auf diese Weise ist es möglich, z.B. im Rahmen von Rundzugversuchen, die Bauteilfestigkeit vergleichend anzugeben. Am Beispiel genau eines solchen einfachen Rundzugversuches soll nun dargestellt werden, weshalb die ermittelten Werte für die explizite FE-Simulation nicht unmittelbar nutzbar sind.
Abb. 2 zeigt die Simulation eines Rundzugversuches. Diese ergibt z.B. für einen S235 eine technische Bruchdehnung von A5 = 26%. Dies entspricht im Einschnürbereich einer lokalen effektiven plastischen Dehnung um 80% im Element selbst. Würde solverseitig also das Kriterium auf 26% Bruchdehnung festgelegt, erhielte man in der Simulation ein deutlich zu frühes Versagen.
Es wird also klar, dass wir es mit unterschiedlichen Maßen zu tun haben und dass die Literaturwerte eines Zugversuches nicht 1:1 im FE-Modell umgesetzt werden können. Um eine sinnvollere Größe zu erhalten, ist in Abb. 3 ein inkrementeller Ansatz dargestellt. Hierbei wird die Gesamtdehnung als Summe aller inkrementellen Dehnungen ausgedrückt. Wird dieser Ausdruck integriert, erhält man die logarithmische, bzw. wahre Dehnung.
Die zugehörige Spannung erhält man dann unter der Voraussetzung von Volumenkonstanz nach dem bekannten Ansatz Spannung = Kraft pro Fläche. Dies bedeutet, dass die so ermittelten Werte nur bis zur Gleichmaßdehnung Gültigkeit besitzen. Dieser Punkt ist für die Charakterisierung eines Werkstoffes zwar unerlässlich, soll jedoch an dieser Stelle nicht weiter erläutert werden.
Für einen Rundzugversuch zeigt Abb. 4 eine qualitative Darstellung der so ermittelten Spannungs-Dehnungs-Diagramme.
Sofern also für ein Material ein Versagenspunkt ermittelt werden soll, ist im FE-Modell zwingend der Weg über wahre Größen erforderlich. Dies bedeutet auch, dass die häufig aus der Literatur zu entnehmenden Werte aus Zugversuchen nicht nur von der Probengeometrie abhängig sind (A5, A10, etc.), sondern dass sie vor allem für die Verwendung als Versagenskriterium in der FE-Simulation quasi keine Aussagekraft besitzen. Um einen geeigneten Versagenspunkt für einen Werkstoff auf der Basis eines Zugversuches festlegen zu können, ist die Simulation dieses Zugversuches notwendig, in dem z.B. das Versagenskriterium (eff. Plast. Dehnung) iterativ eingestellt wird, bis die Simulation das Versagen der jeweiligen Probe ausreichend genau wiedergibt.
[Anm. d. Verfassers: Dem versierten Leser wird aufgefallen sein, dass in Abb.2 eine plastische Dehnung (d.h. ohne elastische Anteile) mit einer Gesamtdehnung verglichen wurde. Dies geschah an dieser Stelle der Einfachheit halber und unter dem Gesichtspunkt, dass bei Dehnungen um 80% der elastische Anteil vernachlässigbar klein ist.]




Im vorherigen Beitrag wurden die Grundbegriffe der technischen und wahren Spannungs- und Dehnungswerte erläutert. Der Beitrag in dieser Woche beschäftigt sich mit typischen Einflussgrößen auf das Verfestigungs- und Versagensverhalten eines Werkstoffes.
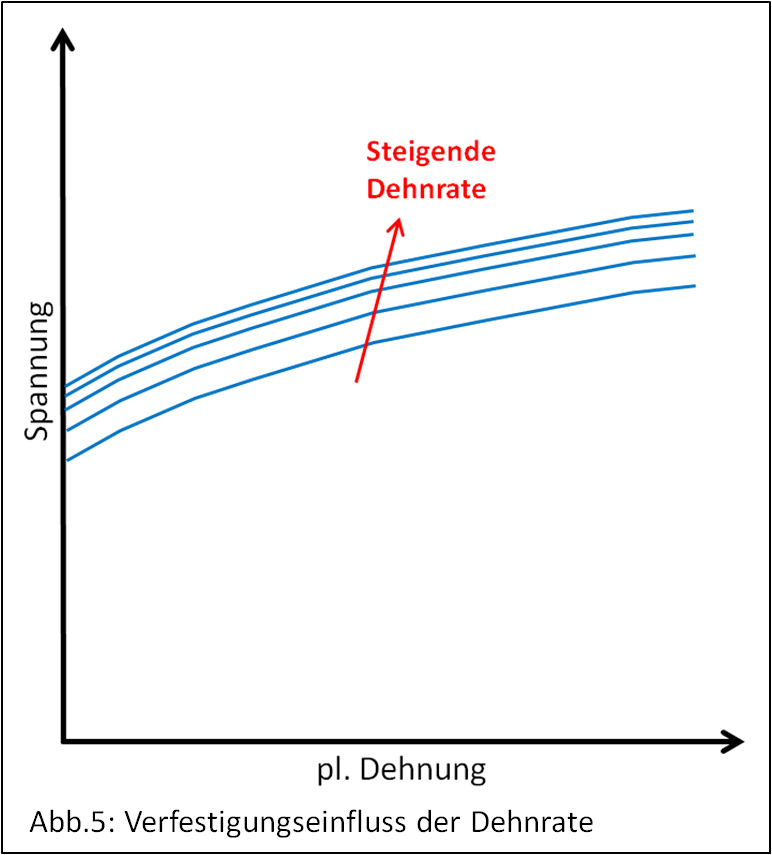
In der expliziten Simulation geht es häufig um Vorgänge, die mit hoher Geschwindigkeit ablaufen. Mit steigenden Deformationsgeschwindigkeiten treten bei Metallen zunächst Verfestigungseffekte ein, die je nach Werkstoff durchaus einen Faktor von 1,5 oder mehr betragen können. Zudem können sich Veränderungen der Versagensgrenze ergeben, die in beide Richtungen ausfallen können. Dies hängt sowohl mit Versetzungsbewegungen im kristallinen Atomgitter sowie mit der Gitterstruktur selbst zusammen.
Üblicherweise geht man, wie in Abbildung 5 dargestellt, davon aus, dass die Bauteilfestigkeit mit steigender Dehnrate ansteigt. Dies erfolgt für je nach Werkstoffgruppe in unterschiedlicher Intensität. Gusswerkstoffe reagieren hier zum Beispiel meist deutlich sensibler, als hochlegierte Stähle. Die Verschiebung der Versagensgrenze wird unter anderem durch die Gitterstruktur selbst beeinflusst. Kubisch-Raumzentrierte Werkstoffe reagieren anders, als Kubisch-Flächenzentrierte Werkstoffe.
Auch die Bauteiltemperatur kann einen großen Einfluss auf das Versagensverhalten besitzen. Oberhalb von 200°C ändern sich häufig Fließverhalten und Versagensgrenzen, üblicherweise werden Stahlwerkstoffe mit steigender Temperatur langsam weicher und duktiler. Bei sehr hohen Temperaturen können Auslagerungseffekte dazu führen, dass das Werkstoffverhalten sich schnell und drastisch ändert.
Hohe Verformungsgeschwindigkeiten können zudem auch bei niedrigen Temperaturen zur sogenannten adiabatischen Erwärmung führen. Wird ein Werkstoff so schnell verformt, dass die bei der Umformung entstehende Wärmeenergie nicht abgeführt werden kann, entstehen lokal sehr hohe Temperaturen, die zu einem Aufweichungseffekt führen und somit das oben beschriebene Dehnratenverhalten wieder abmindern, bzw. verändern können.
Gerade im Bereich der Crash-Simulation werden häufig Strukturen untersucht, die aus Blechen zusammengesetzt sind. Diese wurden zuvor meist umgeformt, z.B. durch Biegen, Tiefziehen, oder ähnliche Fertigungsprozesse. Hierbei werden Deformationen in das Bauteil eingebracht, die seine Festigkeit lokal beeinflussen (z.B. plastische Dehnungen in Radien) sowie das Material lokal schädigen. Eine Mitnahme dieser Schädigungseinflüsse kann notwendig sein, um den tatsächlichen Versagenszeitpunkt korrekt bestimmen zu können. Dies wiederum ist üblicherweise nur über eine vorhergehende Simulation des Umformprozesses möglich.
Auch die Fertigung eines Werkstoffes kann einen Einfluss auf sein Versagensverhalten haben. Nicht normierte Walzprodukte zum Beispiel, oder Strangpressprofile, können starke Anisotropieeffekte zeigen. Hierbei ergeben sich nicht nur unterschiedliche Festigkeiten in Walzrichtung und quer dazu, auch die Versagensgrenzen können sich bei solchen Bauteilen in den unterschiedlichen Raumrichtungen unterscheiden. Auch diese Effekte können im Materialgesetz bei Bedarf zumindest phänomenologisch berücksichtigt werden.
Die Versagensgrenze eines Werkstoffes hängt von sehr vielen Einflüssen ab. Dazu zählen äußere Einflüsse, wie Temperatur und Deformationsgeschwindigkeit, aber auch vorhergehende Ur-, bzw. Umformschritte. Die meisten der oben genannten Punkte können mit den zur Verfügung stehenden Mitteln abgebildet werden, aber nicht immer ist dies sinnvoll. Ob eine umfangreiche Charakterisierung eines Werkstoffes bezüglich der hier vorgestellten Faktoren notwendig ist, muss im Einzelfall geklärt werden. Häufig genügt schon eine auf Erfahrung basierende Abschätzung zur Herstellung aussagekräftiger A-B-Vergleiche, so dass kostspielige Versuche vermieden werden können. Sprechen Sie uns einfach an! Sollten Sie detaillierte Aussagen wünschen, können Ihnen unsere Mitarbeiter dank langjähriger Entwicklungsprojekterfahrung sowie der Beteiligung an verschiedensten Forschungsprojekten beratend sowie ausführend zur Seite stehen.
Spannungen sind in der Crash-Simulation häufig wenig aussagekräftig, bzw. ihre Betrachtung macht nur begrenzt Sinn. In der expliziten Simulation werden Kurzzeitvorgänge simuliert, bei denen ein zeitlicher Ablauf betrachtet wird und nicht ein Endzustand im Gleichgewicht. Darüber hinaus werden aus Wirtschaftlichkeitsgründen oft unterintegrierte Elementtypen eingesetzt, deren Ergebnisse eine geringere Genauigkeit aufweisen, zumal es sich bei Spannungen um abgeleitete Größen handelt. Zuletzt sind für eine exakte Spannungsaussage, z.B. in kleinen Radien, sehr viele kleine Elemente notwendig. Im Gegensatz zur impliziten Simulation, in der die Konvergenz das mathematische Stabilitätskriterium der Berechnung darstellt, ist das Stabilitätskriterium der expliziten Simulation die Zeitschrittweite. Diese wiederum ist physikalisch abhängig von Dichte, E-Modul und der Elementkantenlänge. Durch diesen Zusammenhang liegt die mindestens zu verwendende Elementkantenlänge oft in Größenordnungen von 1-2 mm, was eine Betrachtung von lokalen Details nicht zulässt.
Der beste Freund des Crash-Simulanten ist daher üblicherweise die effektive plastische Vergleichsdehnung (auch Umformgrad), welche auch gleichzeitig das einfachste Versagenskriterium darstellt. In vielen Materialgesetzen kann eine einfache Grenze für diese Größe eingesetzt werden, so dass bei deren Überschreiten innerhalb eines Elementes dieses Element gelöscht wird.
Eine Besonderheit der effektiven plastischen Dehnung ist, dass es sich dabei um eine kumulierte Größe handelt. Sie steigt also an, wann immer ein Element plastischer Deformation unterworfen ist, unabhängig von der Verformungsrichtung. Dies ist in manchem Bezug eine Stärke, zum Beispiel hinsichtlich ihres Nutzens zur Schädigungskopplung, wie auch zur grundsätzlichen Versagensdefinition. Insbesondere die Unabhängigkeit von der Verformungsrichtung schränkt aber gleichzeitig ihre Verwendbarkeit als Versagenskriterium sehr stark ein.
Dass metallische Werkstoffe für unterschiedliche Belastungen auch unterschiedliche Versagensgrenzen aufweisen, wird durch die Betrachtung eines Zug- sowie eines Druckversuches schnell klar. Während ein Zugstab bei einer gewissen plastischen Dehnung reißt, findet z.B. bei duktileren Werkstoffen unter Druck eher eine Umformung statt, kein Versagen im eigentlichen Sinne.
Bezogen auf das einfache Beispiel eines Drei-Punkt-Biegeversuches wird der Unterschied noch einmal etwas deutlicher. Abbildung 6 zeigt den zeitlichen Verlauf eines solchen Versuches an einer Probe, die mit einem einfachen Versagenskriterium versehen wurde. Da die Zug- sowie die Druckseite ähnlich hohe plastische Dehnungen entwickeln, versagen die Elemente auf beiden Seiten der Probe gleichermaßen. Korrekt wäre allerdings ein Elementversagen in der Zugfaser der Probe, während die Elemente in der Druckfaser lange intakt bleiben müssten. Um also das Versagen von zusammengesetzten Spannungszuständen abbilden zu können, reicht die effektive plastische Dehnung als Kriterium nicht aus.
Ist somit die effektive plastische Dehnung grundsätzlich ungeeignet als Versagenskriterium? So einfach ist es zum Glück nicht. Es gibt durchaus Problemstellungen, in denen diese einfache und schnelle Herangehensweise völlig ausreicht. Wenn eine klar definierte, einfache Bauteilbeanspruchung vorliegt (z.B. einfache Zugbelastung von Schrauben), kann die Verwendung der effektiven plastischen Dehnung als Versagensgrenze durchaus sinnvoll und wirtschaftlich sein.
Sobald jedoch eine komplexe Beanspruchungssituation vorliegt, reicht diese Art der Abbildung nicht mehr aus. Für diese Fälle werden wir im nächsten Abschnitt auf ein aktuelles phänomenologisches Modell eingehen, das ein Versagen basierend auf dem individuellen Spannungszustand im Element zulässt.

In diesem sowie im nächsten Abschnitt soll ein derzeit häufig eingesetztes, phänomenologisches Versagensmodell stehen, mit dem die Berücksichtigung komplexer Bauteilbeanspruchungen ermöglicht wird; das sogenannte GISSMO (General Incremental Stress State dependent damage MOdel).
Anhand der Namensgebung wird bereits deutlich, dass es sich hierbei im eigentlichen Sinne um eine Modellierung der Materialschädigung handelt, welche ihrerseits das Materialversagen nach sich zieht. Es ist jedoch auch möglich, mit diesem Modell eine reine Versagensdefinition abzubilden. Zusammengefasst ist es möglich, mit dem GISSMO die Schädigung sowie das Versagen jedes einzelnen Elementes abzubilden. Hierbei wird der Spannungszustand des individuellen Elementes berücksichtigt. Dies erfolgt unter Zuhilfenahme der sogenannten Spannungsmehrachsigkeit, oder auch Triaxialität.
Bei der Triaxialität handelt es sich um eine skalare Größe, welche sich aus dem Verhältnis von mittlerer Normalspannung zu von Mises Vergleichsspannung zusammensetzt. Für die in der Crashsimulation üblicherweise eingesetzten Schalenelemente des ebenen Spannungszustandes ist mit Hilfe der Triaxialität eine eindeutige Charakterisierung des Elementspannungszustandes möglich. Abbildung 7 zeigt für diese Konfiguration den Wertebereich der Triaxialität sowie die ihr zugeordneten Spannungszustände.
(Anm.: Bei Volumenelementen ist der Spannungszustand nicht ausschließlich durch die Triaxialität zu bestimmen, sondern es wird ein weiterer Parameter (der sog. Lode-Winkel-Parameter) benötigt, dessen Beschreibung wir uns im nächsten Beitrag etwas genauer widmen werden.)
Im GISSMO wird nun in tabellarischer Form ein Zusammenhang zwischen Triaxialität und effektiver plastischer Dehnung hinterlegt. Dies kann für die Definition der Versagensgrenze und/oder den Start der Entfestigung infolge Schädigung definiert werden.
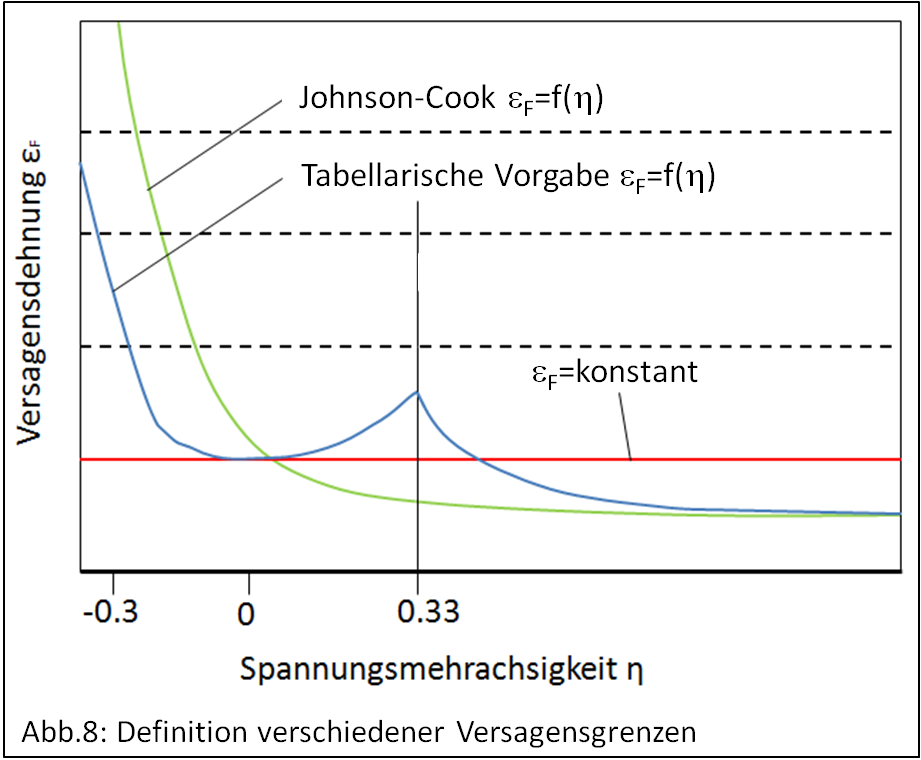
Für die Charakterisierung des Versagensverhaltens eines Werkstoffes bedeutet dies nun natürlich, dass zur exakten Bestimmung mehr Informationen benötigt werden als ein einfacher Zugversuch. Im Idealfall werden mehrere Stützstellen im oben gezeigten Bereich per Versuch abgedeckt, so dass das Materialmodell geeignet befüllt werden kann. Dies ist jedoch nicht unter allen Umständen notwendig. Je nachdem, welcher Werkstoff verwendet wird und welche Beanspruchung zu erwarten ist, sind auch Annäherungen möglich. Es existieren verschiedenste analytische Modelle, z.B. die Definition nach Johnson-Cook, mit deren Hilfe auch mit weniger Informationen eine Beziehung zwischen Triaxialität und Versagensdehnung angenähert werden kann. Einige typische Kurvenformen für diese Beziehung sind in Abbildung 8 dargestellt.
Üblicherweise wird nicht nur ein reines Bauteilversagen betrachtet, sondern immer auch eine Bauteilschädigung. Ab der ersten plastischen Deformation eines Elementes wird ein Schädigungsparameter aufsummiert, der beim Erreichen des Wertes 1 zur Löschung des Elementes führt. Die Schädigungsgrenze wird als effektive plastische Dehnung erneut in Abhängigkeit von der Triaxialität vorgegeben. Überschreitet ein Element diese Grenze, wird der Schädigungsparameter an den Spannungstensor gekoppelt und sorgt so für ein "Aufweichen" des Elementes. Zudem kann über die Vehemenz der Kopplung gesteuert werden, ob bereits anfängliche oder erst spätere Deformationen einen stärkeren Schädigungseinfluss haben sollen.

Nachdem wir im letzten Abschnitt bereits das GISSMO in seiner Verwendung mit Schalenelementen des ebenen Spannungszustandes sowie den Begriff der Triaxialität ein wenig erläutert haben, soll es nun um die Abbildung von Versagen für Volumenelemente gehen sowie um weitere Möglichkeiten des GISSMO.
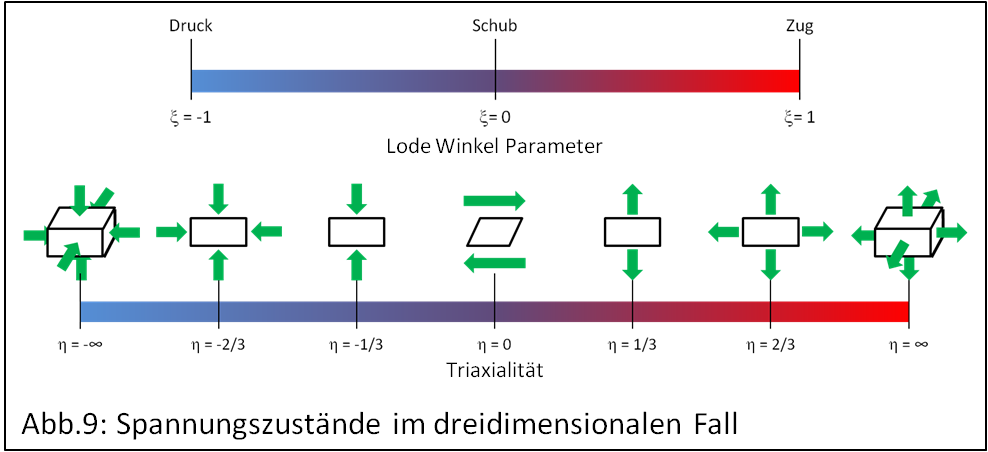
Wie bereits erwähnt, ist der Spannungszustand im dreidimensionalen Fall nur unter Zuhilfenahme eines weiteren Parameters vollständig definiert. Der sogenannte Lode-Winkel-Parameter kann unter Zuhilfenahme einer deviatorischen Invariante des Spannungstensors und der von Mises Vergleichsspannung gebildet werden. Darüber hinaus erweitert sich der mögliche Bereich der Triaxialität gegenüber dem zweidimensionalen Fall. Abbildung 9 zeigt den abbildbaren Wertebereich von Triaxialität und Lode-Winkel-Parameter sowie die ihnen zugeordneten Spannungszustände.
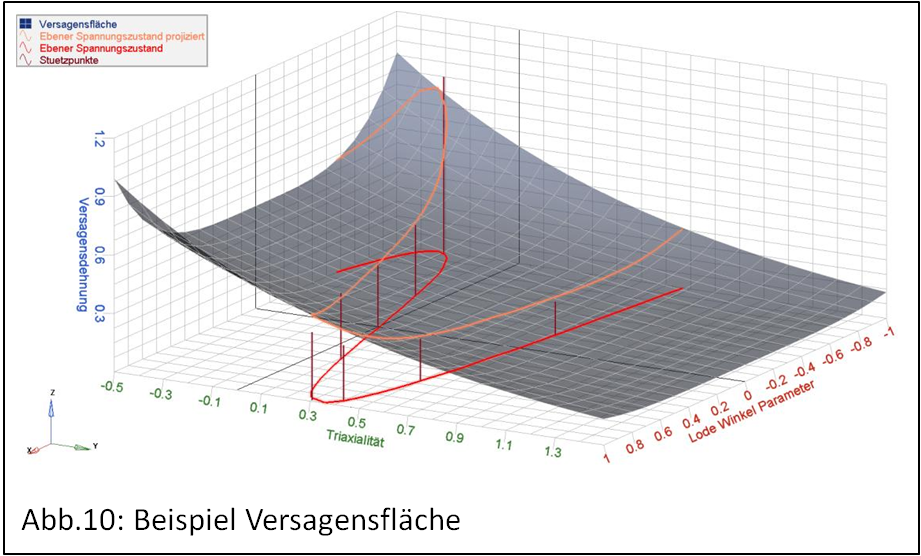
Analog der Vorgehensweise im zweidimensionalen Fall wird für Volumenelemente in tabellarischer Form eine Grenzfläche für die effektive plastische Dehnung über Triaxialität und Lode-Winkel-Parameter definiert, welche als Versagensgrenze oder als Entfestigungsbeginn genutzt werden kann. Eine solche Fläche ist beispielhaft in Abbildung 10 dargestellt.
Bei Betrachtung der Fläche wird klar, dass die exakte Charakterisierung eines Werkstoffes für diese Beschreibung äußerst aufwändig ist. Für eine vollständige Abbildung sind zahlreiche Versuche an verschiedenen Stützstellen der Fläche notwendig sowie umfangreiche Validierungssiterationen per FE-Simulation zur Anpassung des Materialmodells an die Versuche. War bereits für die zweidimensionale Abbildung der Einsatz von Parameteroptimierern empfehlenswert, wird er an dieser Stelle obligatorisch. Wie für die zweidimensionale Abbildung im ebenen Spannungszustand existieren allerdings auch für die dreidimensionale Abbildung verschiedene analytische Approximationsansätze, die in bestimmten Fällen zur Annäherung einer Fläche genutzt werden können.
Die bisherigen Erklärungen zum GISSMO befassten sich zum größten Teil mit der Bestimmung des Spannungszustandes. Das Modell bietet jedoch noch jede Menge weitere Abbildungsmöglichkeiten, mit deren Hilfe auch äußerst komplexe Schädigungs- und Versagensszenarien nachstellbar sind. Einige Punkte, die bislang noch keine oder nur sehr geringe Erwähnung fanden, sollen hier nun noch kurz umrissen werden.
Wie bereits bei der Vorstellung des GISSMO angemerkt, liegt der große Vorteil dieses Materialgesetzes darin, dass nicht nur das Bauteilversagen in Bezug auf den jeweiligen Spannungszustand nachgestellt werden kann, sondern dass auch die Schädigung basierend auf dem Verlauf des Spannungszustandes während der Verformung berücksichtigt werden kann. Wird ein Element z.B. zu Beginn einer Simulation auf Schub belastet und erst im weiteren Verlauf auf Zug, kann ein Elementversagen durch die stärkere Sensibilität eines Werkstoffes gegenüber einer Schubbeanspruchung deutlich früher auftreten, als bei einer reinen Zugbelastung.
Der Einfluss der Dehnrate auf die Versagensgrenze eines Werkstoffes wurde bereits in der zweiten Folge unserer Beiträge genannt. Zur Berücksichtigung von Dehnrateneffekten können die Versagens- und gegebenenfalls auch die Schädigungsgrenze mit Skalierfaktoren für verschiedene Dehnraten versehen werden.
Das Nachrechnen von Versuchen zur Werkstoffcharakterisierung erfolgt üblicherweise unter Nutzung einer Elementkantenlänge, die für eine Nutzung in expliziten Gesamtmodellen deutlich zu klein ist. Da mit steigender Elementkantenlänge allerdings die Bauteilsteifigkeit ansteigen kann und lokale Effekte, wie z.B. das Einschnüren nicht mehr abgebildet werden, muss bei der Charakterisierung auch eine Skalierung der Versagens- und gegebenenfalls auch der Schädigungsgrenze stattfinden. Dies bedeutet zwar einen zusätzlichen Aufwand bei der Erzeugung des Materialgesetzes, es ist jedoch unumgänglich.
Dieser Beitrag hatte zum Ziel, einen Abriss der typischen Vorgehensweisen bei der Definition und Umsetzung von Materialversagen bei Metallen zu liefern. Viele Bereiche und Definitionen konnten aufgrund der umfassenden Möglichkeiten nur angeschnitten werden. Begonnen wurde mit der manchmal ausreichenden einfachen Anwendung der effektiven plastischen Vergleichsdehnung als Versagensgrenze. Das Fazit dazu lautete, dass es durchaus Problemstellungen gibt, in denen diese sehr simple und wirtschaftliche Herangehensweise völlig ausreicht, z.B. wenn eine klar definierte und vor allem einfache Bauteilbeanspruchung vorliegt.
Eingeschränkt wird diese Anwendung davon, dass metallische Werkstoffe für unterschiedliche Belastungen auch unterschiedliche Versagensgrenzen aufweisen. Während z.B. ein Zugstab bei einer gewissen effektiven plastischen Vergleichsdehnung versagt, wird derselbe Werkstoff unter Druck weit höhere Dehnungen ertragen können. Sobald also eine komplexere Belastungssituation vorliegt, wird es notwendig den Spannungszustand mit einzubeziehen. Aus diesem Grund wurde das GISSMO Schädigungs- und Versagensmodell beschrieben. Dabei handelt es sich um ein phänomenologisches Modell, welches die Berücksichtigung komplexer Bauteilbeanspruchungen ermöglicht. Für die Charakterisierung des Versagensverhaltens eines Werkstoffes bedeutet dies allerdings, dass zur exakten Bestimmung mehr Informationen benötigt werden, als ein einfacher Zugversuch. Je nachdem, welcher Werkstoff verwendet wird und welche Beanspruchung zu erwarten ist, sind jedoch auch Annäherungen durch die Verwendung analytischer Ansätze möglich.
Bei der Beschreibung des GISSMO Ansatzes wurden auch die Größen Triaxialität und Lode Winkel Parameter (für den dreidimensionalen Fall) vorgestellt und ihre Bedeutung in Bezug auf die Beschreibung des Spannungszustandes kurz umrissen.
Letztendlich handelt es sich immer um eine Einzelfallentscheidung, die vom Bauteil und der zu erwartenden Belastung abhängt. Um eine sinnvolle Auswahl der Vorgehensweise zu treffen ist Erfahrung ein wichtiger Faktor. Die Ingenieure bei ihf helfen Ihnen hierbei gerne weiter, denn nicht immer ist eine große Versuchsmatrix notwendig. Dank zahlreicher analytischer Annäherungsmodelle sind häufig gewisse Umfänge verzichtbar. Sollten dennoch Versuche notwendig werden, leisten wir gerne Hilfestellung bei der Erstellung eines Versuchsplanes, basierend auf den Anforderungen des individuellen Bauteiles und der Belastungssituation.
Zusätzlich zu unseren langjährigen Erfahrungen bezüglich Schädigungs- und Versagensmodellierung sind wir stets darauf bedacht, auch zukünftige Entwicklungen möglichst nah zu verfolgen und auf dem Stand der Technik zu bleiben. Hierzu beteiligen wir uns an verschiedensten begleitenden Ausschüssen aktueller Forschungsprojekte sowohl im Bereich der metallischen Werkstoffe, als auch im Bereich der Kunststoffe.
Wir hoffen sehr, dass Ihnen unser kleiner Exkurs in die Thematik der Abbildung von Materialversagen gefallen hat. Sollten Sie hinsichtlich der dargestellten Inhalte oder Ihrer eigenen Bauteile noch Fragen haben, oder Diskussionsbedarf sehen, melden Sie sich gerne bei uns.